欢迎您注册蒲公英
您需要 登录 才可以下载或查看,没有帐号?立即注册
x
by Marcel Dion and Wayne Parker
本文论述了良好地理解基本的蒸汽灭菌原理将有助于避免蒸汽灭菌柜使用中出现的一些常见错误。
蒸汽灭菌用于耐热耐湿物品的灭菌已有一个多世纪。蒸汽是水的气态形式;因此,它无毒、易制取且相对易控制。良好地理解基本的蒸汽灭菌原理和周期能够避免一些错误,这些错误可能导致装载物品非无菌、设备性能低、人员伤害、产量低、运行和维护成本高,以及装载物品的破坏。蒸汽灭菌广泛应用于制药和医疗器械行业。本文的重点是饱和蒸汽的应用,如实验室培养基灭菌、净化和一般器具灭菌。注射剂产品或带液体的器械的最终灭菌可能需要使用蒸汽-空气混合气,或过热水-空气混合气。本文不涉及这些过程以及储罐、过滤器等的在线灭菌。
蒸汽灭菌原理
六个确保蒸汽灭菌成功的关键因素是:
1,Time 时间
暴露(灭菌)时间之所以关键,是因为不是所有的微生物都同时死去。在灭菌温度下杀死所有微生物至少需要一定的时间。嗜热脂肪芽孢杆菌(Bst)孢子常用于测试蒸汽灭菌周期,因为其极度耐受温热灭菌,同时也不致病且容易购买。存活数量通常画成对数坐标,常见的是如图1所示的直线型存活曲线。
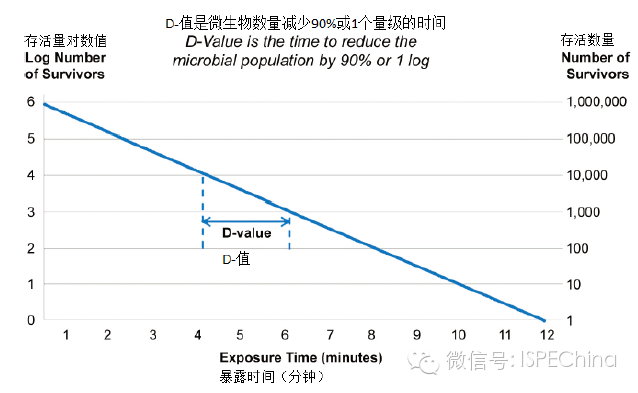 图1. 典型的存活曲线
121.1°C (250°F) 下Bst的D值(微生物数量减少90%所需的时间)应为1.5~3.0min。1本次讨论中采用D121值2.0min,灭菌温度121°C (250°F)。典型的灭菌周期包括至少20min 121°C (250°F)下的暴露时间,以达到10-4的无菌保证水平(SAL),假设起始微生物数量为1百万(106)。这意味着一个Bst孢子在此过程中存活的概率为万分之一(10-4)。在121°C (250°F)下每多2min暴露时间,SAL值会下降10倍。不同应用需要不同的SAL值。周期开发时应注意确保设定了正确的SAL值。所灭菌产品的实际生物负载逻辑上会比Bst杀灭得快。这种所造成的“过度杀灭”可以用于耐用物品的灭菌,而且也应尽可能地采用。
2,Temperature 温度 蒸汽灭菌的第二个关键因素是灭菌柜腔室内饱和蒸汽的温度。图2说明增加温度可以显著地减少达到灭菌效果所需的时间。图2表明了在不同湿热暴露温度下达到等效细菌致死率(SAL10°,起始数量106,D121-值2.0min)大概需要的时间。3饱和蒸汽的温度与控制的压力直接相关。压力-温度关系见饱和蒸汽表。4 121°C (250°F)下典型的周期需要灭菌腔室达到15-17lbs表压(103-107kPa)。实际所需的表压会比饱和蒸汽表中的值略高,因为蒸汽中混有空气,且地理位置比海平面高。蒸汽灭菌柜的最大压力由压力容器(腔室和夹套)的规格(ASME压力等级)限制。 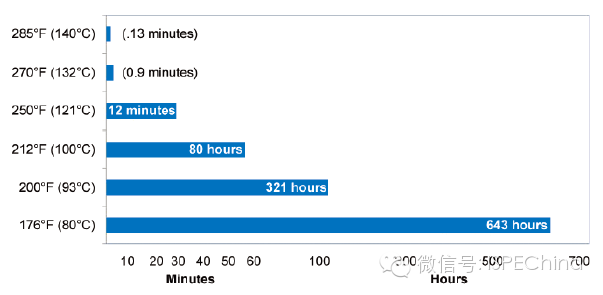
图2. 灭菌时间与温度。
3. Moisture 湿度
蒸汽湿度对其蛋白灭活或变性能力影响很大,因此需要采用饱和蒸汽。饱和蒸汽在同一压力下与加热的水达到平衡,也就是说它含有最大量的蒸汽且不含冷凝水。蒸汽灭菌推荐采用饱和蒸汽。不是所有的蒸汽都可以用于灭菌柜,推荐采用专用的洁净蒸汽,应避免使用过热蒸汽、含液态水的蒸汽,以及含过量锅炉添加剂或污染物(如铁锈)。过热蒸汽是指饱和温度以上的蒸汽。过热发生在蒸汽分配系统中,当管路压力经减压阀(PRV)后降低的时候。压降越大,造成的过热越严重。过热蒸汽不包含确保灭菌所需的湿气。过热蒸汽的过剩能量是暂时的,最终会被灭菌腔室内的物品所消耗,但在按EN285要求验证灭菌柜空载温度稳定性时,会造成困难。用于蒸汽灭菌柜的理想洁净蒸汽系统的输出压力应控制在30-35psig(207-241kPa)。EN285指出,提供的蒸汽压力应不大于操作温度下腔室压力的2倍。过热也发生在饱和蒸汽经过高温表面时。灭菌柜夹套温度应始终稍低于腔室灭菌温度,以避免蒸汽进入腔室时过热。
4. Direct Steam Contact 直接接触蒸汽
蒸汽要将潜热传给与被灭菌物品,需要与其表面发生直接接触蒸汽。没有与所有表面发生直接接触蒸汽的话,物品就不能被灭菌。蒸汽所携带的能量比同一温度下的干空气或水高出很多。从上述饱和蒸汽表可以看出,将水从0°C加热到100°C需要419 kJ/kg (180 Btu/lb)。这就是水的焓值(hl)。在大气压力下(100°C or 212°F),还需要2,257 kJ/kg (970 Btu/lb)的能量才能生成蒸汽。这些储存于蒸汽中的额外能量,就是气化焓(he),也是蒸汽灭菌的关键。蒸汽为了传递其存储的能量,必须在灭菌物品的表面冷凝。
5. Air Removal 排气
空气是蒸汽灭菌的最大障碍。灭菌腔窒和装载物必须在直接蒸汽接触前排除空气,才能进行灭菌。在蒸汽灭菌柜中,这是通过灭菌前的一系列真空脉动操作完成的(预调节阶段)。少量空气会始终存在于蒸汽灭菌腔内,但必须尽量减少。排气不充分、灭菌腔真空泄漏及蒸汽质量差(不凝气过量)是最常见的灭菌失败因素。
6. Drying 干燥
包裹物品必须经过干燥后才能从灭菌柜内无菌地取出。冷凝是加热和暴露阶段中蒸汽接触物品冷表面的自然结果。从灭菌柜取出物品时,冷凝水的存在(湿包装或呼吸袋)可能引起二次污染。蒸汽灭菌通过在腔室内形成深度真空来进行灭菌后的干燥(后调节阶段)。有效干燥推荐的真空水平为1.0 - 2.0 psia (6.9 - 13.8 kPa)。腔室在在1.0 psia (6.9 kPa)下,水的沸点为38.7°C (101.7°F)。因此,冷凝水将气化,并以蒸汽形式从真空系统排出。使冷凝水气化的能量来源于物品本身。随着物品在冷凝水气化过程中降温,气化(干燥)变缓。当物品温度降到干燥真空水平对应的水沸点时,干燥速率就很慢,可忽略了。在此之后延长干燥时间意义不大。最优装载干燥时间主要取决于装载密度和包装。由于其低密度,塑料和橡胶物品可能需要额外的干燥,因为它们冷却迅速(脉动空气或加热脉动空气干燥,后调节过程)。通过对包装在灭菌前后的称重,可以计算出包装的剩于湿分量。通常来说,肉眼检查包装上或内部不存在可见水滴就足够了。
(未完待续)
翻译水平不好,见谅!
| 
 [复制链接]
[复制链接]
 |手机版|蒲公英|ouryao|蒲公英
( 京ICP备14042168号-1 ) 增值电信业务经营许可证编号:京B2-20243455 互联网药品信息服务资格证书编号:(京)-非经营性-2024-0033
|手机版|蒲公英|ouryao|蒲公英
( 京ICP备14042168号-1 ) 增值电信业务经营许可证编号:京B2-20243455 互联网药品信息服务资格证书编号:(京)-非经营性-2024-0033






 发表于 2014-9-23 09:09:54
发表于 2014-9-23 09:09:54

 置顶卡
置顶卡 变色卡
变色卡



 ,帮楼主上传完整部分
,帮楼主上传完整部分
 楼主
楼主
